儀器銷售部
電 話:010-62969867
傳 真:010-82782201
手 機:15510478722
服務專線:400 6601118
Email:shidaijiance@163.com
網址:www.beijingshidai.com.cn
表面粗糙度
鏡面--是金屬切削加工的理想境界,是提高機械部件使用壽命的*有效手段。
鏡面--是機械切削加工后,得到非常好粗糙度的傳統代名詞,能清晰倒影出物品影像的金屬表面。
無論用何種金屬加工方法加工,在零件表面總會留下微細的凸凹不平的刀痕,出現交錯起伏的峰谷現象,粗加工后的表面用肉眼就能看到,精加工后的表面用放大鏡或顯微鏡仍能觀察到。這就是零件加工后的表面粗糙度,過去稱為表面光潔度。國家規定表面粗糙度的參數由高度參數、間距參數和綜合參數組成。
獲得鏡面的機械加工方法有:去除材料方式、無切削方式(滾壓加工)。
去除材料加工方式有:磨削、研磨、拋光、電火花。
無切削加工方式有:滾壓(采用鏡面工具)、擠壓。
零件圖除了圖形、尺寸這外,還必須有制造零件應達到的一些質量要求,一般稱為技術要求。技術要求的內容通常有:表面粗糙度、尺寸公差、形狀和位置公差、材料及其熱處理 、表面處理等。下面先介紹表面粗糙度及其注法。
加工方法對照
|
表面特征 |
表面粗糙度(Ra)數值 |
加工方法舉例 |
| 明顯可見刀痕 | Ra100,Ra50,Ra25 | 粗車,粗刨,粗銑,鉆孔 |
| 微見刀痕 | Ra12,5,Ra6,3,Ra3,2 | 精車,精刨,精銑,粗鉸,粗磨 |
| 看不見加工痕跡,微辯加工方向 | Ra1,6,Ra0,8,Ra0,4 | 精車,精磨,精鉸,研磨 |
| 暗光澤面 | Ra0,2,Ra0,1,Ra0,05 | 研磨,珩磨,超精磨,拋光 |
二、表面粗糙度的概念
在機械學中,粗糙度指加工表面上具有的較小間距和峰谷所組成的微觀幾何形狀特性。它是互換性研究的問題之一。表面粗糙度一般是由所采用的加工方法和其他因素所形成的,例如加工過程中刀具與零件表面間的摩擦、切屑分離時表面層金屬的塑性變形以及工藝系統中的高頻振動等。由于加工方法和工件材料的不同,被加工表面留下痕跡的深淺、疏密、形狀和紋理都有差別。表面粗糙度與機械零件的配合性質、耐磨性、疲勞強度、接觸剛度、振動和噪聲等有密切關系,對機械產品的使用壽命和可靠性有重要影響。
零件表面經過加工后,看起來很光滑,經放大觀察卻凹凸不平。表面粗糙度,是指加工后的零件表面上具有的較小間距和微小峰谷所組成的微觀幾何形狀特征,一般是由所采取的加工方法或其他因素形成的。零件表面的功用不同,所需的表面粗糙度參數值也不一樣。零件圖上要標注表面粗糙度符號,用以說明該表面完工后須達到的表面特性。
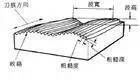
無論采用哪種加工方法所獲得的零件表面,都不是優良平整和光滑的,放在顯微鏡(或放大鏡)下觀察,都不得可以看到微觀的峰谷不平痕跡,如圖1所示。表面上這種微觀不平滑 情況, 一般是受刀具與零件間的運動、摩擦,機床的振動及零件的塑性變形等各種因素的影響而形成的。表面上所具有的這種較小間距和峰谷所組成的微觀幾何形狀特征,稱為表 面粗糙度。
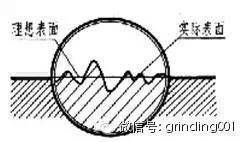
圖1 表面粗糙度概念
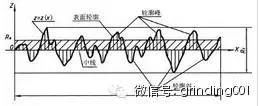
表面粗糙度是評定零件表面質量的一項技術指標,它對零件的配合性質、耐磨性、抗腐象征性、接觸剛度、抗疲勞強度、密封性質和外觀等都不得有影響。因此,圖樣上要根據零 件的功能要求,對零件的表面粗糙度做出相應的規定。評定表面粗糙度的主要參數是輪廓算術平均偏差Ra,它是指在取樣長度L范圍內,補測輪廓線上各點至基準線的距離yi(如圖2)的算術平均值,它是指在取樣長度L范圍內,被測輪 廓線上各點至基準線的距離yi(如圖12)的算術平均值,可用下表示:-----------或近似表示為:----------- 輪廓算術平均偏差可用電動輪廓儀測量,運算過程由儀器自動完成。根據GB/T1031-1995F規定(另外還有GB/T3525--2000以可同時查閱),Ra數值愈小,零件表面愈趨平整光滑 ;Ra的數值,零件表面愈粗糙。
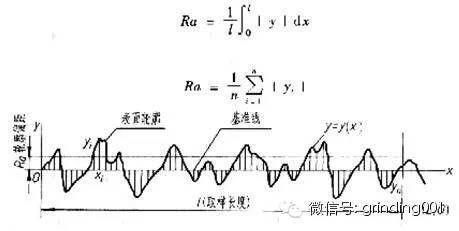
圖2 輪廓算術平均編差
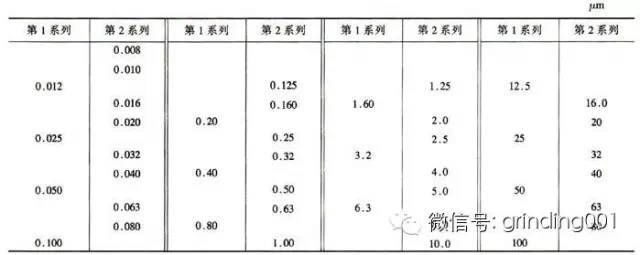
圖3 輪廓算術平均編差值
表面粗糙度高度參數有3種:
1.輪廓算術平均偏差Ra
在取樣長度內,沿測量方向(Y方向)的輪廓線上的點與基準線之間距離優良值的算術平均值。
2.微觀不平度十點高度Rz
指在取樣長度內5個*大輪廓峰高的平均值和5個*大輪廓谷深的平均值之和。
3.輪廓*大高度Ry
在取樣長度內,輪廓*高峰頂線和*低谷底線之間的距離。
一般機械制造工業中主要選用Ra。Ra值按下列公式計算: Ra=1/l ∫t0|Y(x)|dx或近似為Ra= 1/n ∑|Yi|。式中,Y為輪廓線上的點到基準線(中線)之間的距離;ι為取樣長度。
粗糙度多用于表征鋼板,因為鋼板涂覆前必須要有一定得粗糙度,否則油漆的咬合力不足,容易脫落。
三:形成原因
表面粗糙度形成的原因主要有:
1)加工過程中的刀痕;
2)切削分離時的塑性變形;
3)刀具與已加工表面間的摩擦;
4)工藝系統的高頻振動。

四、主要表現
表面粗糙度主要表現在以下幾個方面:
1) 表面粗糙度影響零件的耐磨性。表面越粗糙,配合表面間的有效接觸面積越小,壓強越大,磨損就越快。微信號:grinding001 專業分享技術
2) 表面粗糙度影響配合性質的穩定性。對間隙配合來說,表面越粗糙,就越易磨損,使工作過程中間隙逐漸增大;對過盈配合來說,由于裝配時將微觀凸峰擠平,減小了實際有效過盈,降低了聯結強度。
3) 表面粗糙度影響零件的疲勞強度。粗糙零件的表面存在較大的波谷,它們像尖角缺口和裂紋一樣,對應力集中很敏感,從而影響零件的疲勞強度。
4) 表面粗糙度影響零件的抗腐蝕性。粗糙的表面,易使腐蝕性氣體或液體通過表面的微觀凹谷滲入到金屬內層,造成表面腐蝕。
5) 表面粗糙度影響零件的密封性。粗糙的表面之間無法嚴密地貼合,氣體或液體通過接觸面間的縫隙滲漏。
表面粗糙度6)表面粗糙度影響零件的接觸剛度。接觸剛度是零件結合面在外力作用下,抵抗接觸變形的能力。機器的剛度在很大程度上取決于各零件之間的接觸剛度。
7)影響零件的測量精度。零件被測表面和測量工具測量面的表面粗糙度都會直接影響測量的精度,尤其是在精密測量時。
此外,表面粗糙度對零件的鍍涂層、導熱性和接觸電阻、反射能力和輻射性能、液體和氣體流動的阻力、導體表面電流的流通等都會有不同程度的影響。
五、表面粗糙度的選用
表面粗糙度參數值的選用,應該既要滿足零件表面的功能要求,又要考慮經濟合理性。具體選用時,可參照已有的類似零件圖,用類比法確定。在滿足零件功能要求前提下,應盡量選用較大的表面粗糙度參數值,以降低加工成本。一般地說,零件的工作表面、配合表面、密封表面、運動速度高和單位壓力大的摩擦表面等 ,對表面平整光滑程度要求高,參數值應取小些。非工作表面、非配合表面、尺寸精度低的表面,參數值應參數Ra值與加工方法的關系及其應用實例,可供選用時參考。
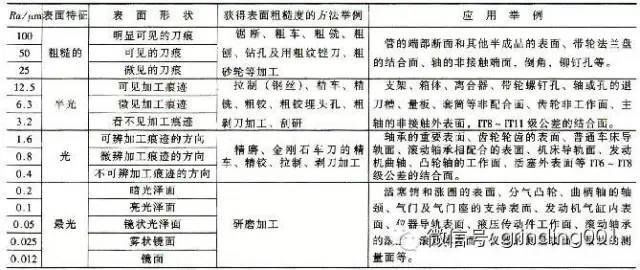
圖4 表面粗糙度獲得方法
六、表面粗糙度的注法(GB-T131--1993)
(一) 表面粗糙度代(符)號
表面粗糙度代號由表面粗糙度符號和在其周圍標注的表面粗糙度數值及有關規定符號所組成。微信號:grinding001 專業分享技術
(1)表面粗糙度符號及其畫法,如圖5所示。表面粗糙度符號的尺寸大小,按圖6規定對應選取。
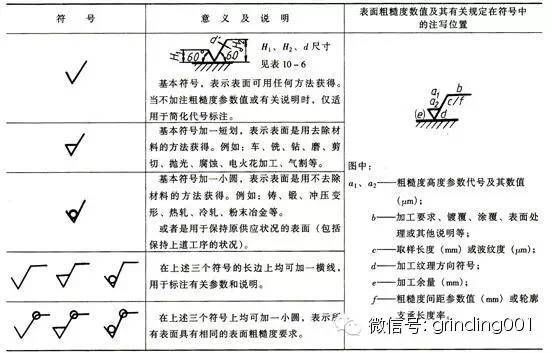
圖5 表面粗糙度符號
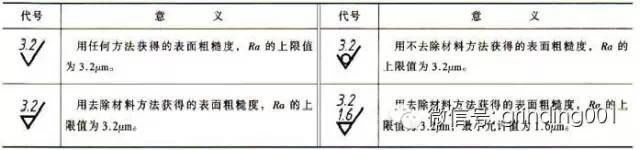
圖6 表面粗糙度符號畫法
(2)糙度數值及其有關規定在符號中的注寫位置,如圖5所示,標注方法如下: 1)采用表面粗糙度參數值Ra時,省略符號Ra,只將其數值注寫在表面粗糙度符號上方,單位為微米(FM),如圖7。

圖7 表面粗糙度值注法
2)彩表面粗糙度的其他參數,如輪廓*大高度Rz時,需在其參數值前注出相應的符號,單位為微米(FM),見圖8。

圖8 其它表面粗糙度值注法
3)若需要表示取樣長度、指定的加工方法,鍍覆其他表面處理的要求,或控制加工紋理方向時,其注法如圖9。
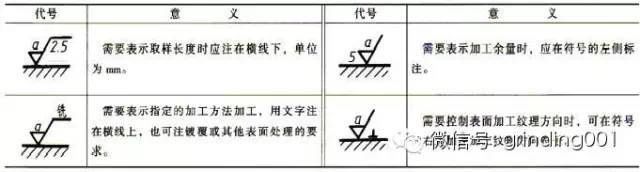
圖9 取樣長度、指定的加工方法、鍍覆或其他表面處理的要求和控制表面加工紋理方向的注法
(二) 表面粗糙度代號在圖樣上的注法,見圖10。
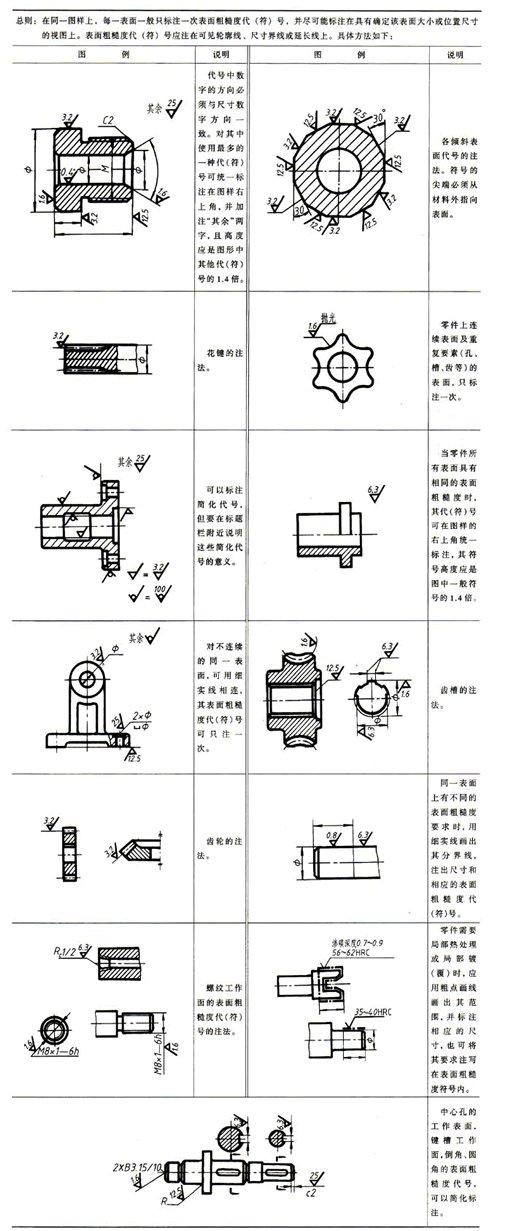
圖10 表面粗糙度在圖樣中的注法
七、表面粗糙度的測量常用方法簡介
1、比較法
將表面粗糙度比較樣塊(簡稱樣塊,圖1)根據視覺和觸覺與被測表面比較,判斷被測表面粗糙度相當于那一數值,或測量其反射光強變化來評定表面粗糙度(見激光測長技術)。樣塊是一套具有平面或圓柱表面的金屬塊,表面經磨、車、鏜、銑、刨等切削加工,電鑄或其他鑄造工藝等加工而具有不同的表面粗糙度。有時可直接從工件中選出樣品經過測量并評定合格后作為樣塊。利用樣塊根據視覺和觸覺評定表面粗糙度的方法雖然簡便,但會受到主觀因素影響,常不能得出正確的表面粗糙度數值。
2、觸針法
利用針尖曲率半徑為 2微米左右的金剛石觸針沿被測表面緩慢滑行,金剛石觸針的上下位移量由電學式長度傳感器轉換為電信號,經放大、濾波、計算后由顯示儀表指示出表面粗糙度數值,也可用記錄器記錄被測截面輪廓曲線。一般將僅能顯示表面粗糙度數值的測量工具稱為表面粗糙度測量儀(見彩圖),同時能記錄表面輪廓曲線的稱為表面粗糙度輪廓儀(簡稱輪廓儀,圖2。這兩種測量工具都有電子計算電路或電子計算機,它能自動計算出輪廓算術平均偏差Rα,微觀不平度十點高度RZ,輪廓*大高度Ry和其他多種評定參數,測量效率高,適用于測量Rα為0.025~6.3微米的表面粗糙度。
3、光切法
光線通過狹縫后形成的光帶投射到被測表面上,以它與被測表面的交線所形成的輪廓曲線來測量表面粗糙度(圖3)。由光源射出的光經聚光鏡、狹縫、物鏡1后,以45°的傾斜角將狹縫投影到被測表面,形成被測表面的截面輪廓圖形,然后通過物鏡 2將此圖形放大后投射到分劃板上。利用測微目鏡和讀數鼓輪(圖中未示)先讀出h值,計算后得到H 值。應用此法的表面粗糙度測量工具稱為光切顯微鏡。它適用于測量RZ和Ry為0.8~100微米的表面粗糙度,需要人工取點,測量效率低。
4、干涉法
利用光波干涉原理 (見平晶、激光測長技術)將被測表面的形狀誤差以干涉條紋圖形顯示出來,并利用放大倍數高 (可達500倍)的顯微鏡將這些干涉條紋的微觀部分放大后進行測量,以得出被測表面粗糙度。應用此法的表面粗糙度測量工具稱為干涉顯微鏡。這種方法適用于測量Rz和Ry為 0.025~0.8微米的表面粗糙度。
八、表面粗糙度與表面光潔度的區別1、表面粗糙度(surface roughness)
加工表面上具有的較小間距和峰谷所組成的微觀幾何形狀特性。它是互換性研究的問題之一。表面粗糙度一般是由所采用的加工方法和其他因素所形成的,例如加工過程中刀具與零件表面間的摩擦、切屑分離時表面層金屬的塑性變形以及工藝系統中的高頻振動等。由于加工方法和工件材料的不同,被加工表面留下痕跡的深淺、疏密、形狀和紋理都有差別。表面粗糙度與機械零件的配合性質、耐磨性、疲勞強度、接觸剛度、振動和噪聲等有密切關系,對機械產品的使用壽命和可靠性有重要影響。和般標注采用Ra。
Ra(輪廓算術平均偏差):在取樣長度L內輪廓偏距優良值的算術平均值。
2、表面光潔度表面粗糙度的另一稱法。表面光潔度是按人的視覺觀點提出來的,而表面粗糙度是按表面微觀幾何形狀的實際提出來的。80年代后,以為與國際標準(ISO)接軌,中國采用表面粗糙度而廢止了表面光潔度.在表面粗糙度國家標準GB3505-83、GB1031-83頒布后,表面光潔度的已不再采用。
其實,兩者主要是名字不同,且有相應的對照表.粗糙度有測量的計算公式,而光潔度只能用樣板規對照,相對來說,用粗糙度表示更科學嚴謹了。微信號:
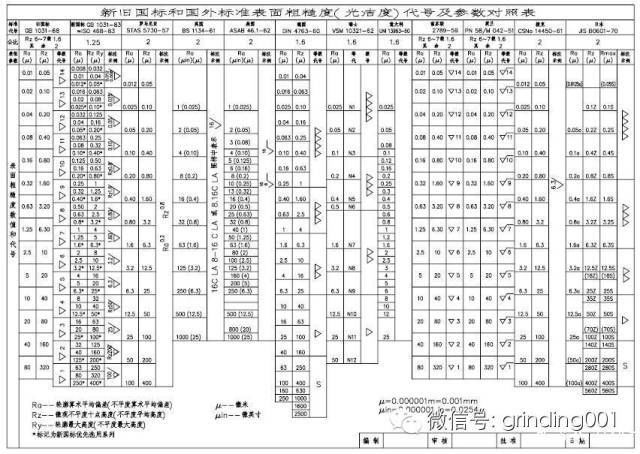
九、*后來個寶典粗糙度對照表: